Offset rubber blanket analysis (3)
2.3.3 Selection of gaskets
What kind of pad is chosen according to the specific situation, but in the same state, there is an optimal state of its choice. Let's analyze this optimal situation below.
After the liner is installed, it cannot be allowed to slide forward and backward under the blanket. If you slide, it is likely to cause the deformation of the print. How can it not slide relative to each other? As shown in Fig. 2.5, the outside of the pad is in contact with the blanket, and the inside is in contact with the roller, so both of these contact surfaces will generate frictional forces that impede the movement of the pad. When this friction is insufficient, the pad may slide relatively. Therefore, in order not to slide relative to one another, it is necessary to create sufficient friction. As mentioned earlier, there are two ways to increase friction:
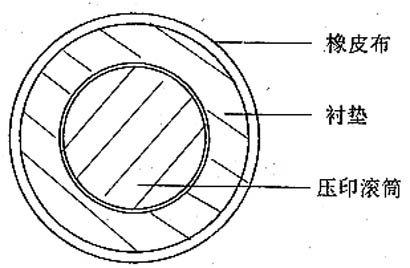
(Figure 2.5)
1 Let the blanket tightly and evenly enclose the surface of the drum, ie generate enough friction.
2 to make the contact surface has the greatest friction coefficient:
a. The surface of the blanket should have the largest possible roughness (under the premise of ensuring accuracy);
b. The surface of the liner should have as large a roughness as possible;
c. The surface of the blanket cylinder should have the maximum roughness (under the premise of ensuring accuracy).
The first way to achieve this is to increase the tension of the blanket so that it creates a greater pressure in the contact surface; the key to achieving the second article is the choice of materials. From the actual situation, the material of the blanket and the roller is determined, especially the roller can not be replaced under normal circumstances, the blanket due to different manufacturers, the surface characteristics will be different. What the user can select is the roughness of the pad surface. From the perspective of increasing the coefficient of friction, the rougher the surface of the gasket is, the better. There are two reasons for this requirement:
1 From the contact surface point of view, the friction coefficient of the liner and the blanket contact is much greater than the friction coefficient of the liner and the cylinder, that is, the possibility that the liner slides relative to the cylinder surface. To eliminate this, The only possibility is to increase the friction coefficient.
2 From the inside of the liner, because the liner is generally laminated by several layers, the contact surface is not allowed to slide relative to each other. The frictional force between them that hinders their relative sliding must be greater than the frictional force generated by the two external contact surfaces (and blanket, and cylinder body). As a result, the rougher the pad surface, the less likely it is to slip relative to one another, and the smaller the number of layers in the pad, the less likely it is to slip.
In summary, the principle of selecting the liner is:
1 The friction coefficient is as large as possible, ie, the surface is as rough as possible;
2 The number of layers of the liner should be as small as possible;
3 The liner surface should be as flat as possible.
The last point is required by the printing process, otherwise the transfer of the imprint will be affected. From this principle, we will analyze the selection methods of three kinds of pads:
Soft liners: Soft liners are generally made of wool cloth, so the friction coefficient on the surface is absolutely guaranteed. When the pressure is insufficient, it can be adjusted by adding a small amount of paper. Overall, the number of layers is small.
Neutral liners: Neutral liners are generally made of rubber and paper. The friction coefficient on the surface of the tape is relatively large. The key issue is the choice of paper. The papers commonly used by printing manufacturers include: coated paper, newsprint paper, offset paper, cardboard, and kraft paper. Because of its small flexibility, paper jams are inconvenient to use. Coated paper surface is relatively smooth, so it should not be selected. Alternatives are offset paper, newsprint and kraft paper. These three types of paper surface can produce a large coefficient of friction, but from the perspective of the least number of layers, the use of kraft paper is slightly better. Regardless of the type of paper chosen, Article 3 of the above principle must be absolutely guaranteed.
The installation method of the gasket is generally to place it on the surface of the roller so that it can be evenly and evenly contacted, and some devices are equipped with a device that clamps the gasket. This device provides convenience for the installation of the gasket. If the blanket is not tight enough, it will cause the paper to wrinkle forwards or backwards.
2.3.4 Installation of Blanket
After the blanket is installed, it is required to be evenly and tightly enclosed on the outer surface of the liner. The tension on the surface is consistent. This is an important condition for ensuring the uniform quality of the surface of the printed product. The blanket is clamped by two dedicated clips, each with six to eight clamping screws. There are several points to note when installing the blanket:
1 The blankets are cut into the required rectangles. This is a critical part of ensuring that the blanket is evenly stressed. If one side is long and one side is short, the elasticity may be inconsistent after it is installed.
2 The edge of the blanket tightly against the inside of the clip in the clip, so as to prevent more clips on one side, clip less, resulting in uneven force.
3 When the blanket is tight, the middle and back sides are first, so as to prevent the edge of the clip from wavy. When tightening the screws must be gradually approached, otherwise it is sometimes thought that clipped, but in fact there is no clip, causing the blanket to slide in the inside.
4 When the blanket is mounted on the roller, be sure to place the clamp of the blanket in the clamp above the roller. Otherwise, the clamp of the blanket will be thrown out when the machine is running.
5 Both sides of the blanket are locked with a worm gear mechanism. The worm gear mechanism is self-locking, and its anti-looseness can be achieved by the elasticity of the blanket itself, and the tighter the self-locking is, the better.
6 In general, blankets cannot guarantee absolute rectangles. If it is a slight difference (as compared to its length), it will not have much impact on the tension, but if the difference is large, one approach is to take it down and re-cut; the other way is to put paper on the axis of the worm gear, This can be partially tightened.
2.3.5 Matters needing attention in the use of blankets
1. Check the surface flatness. The check method is full version, but the printing pressure should be lower than normal pressure. Only in this way can the unevenness of the surface be exposed, and if the pressure is too high and the ground is thick, it is difficult to see the difference.
2. If the surface irregularities are unacceptable (specific indicators can be judged by experience), check the uniformity of the surface of the blanket and the liner and whether there is foreign matter on the surface of the cylinder. After the foreign body is removed, if the non-uniformity still exists, you can draw a “mapâ€. First draw each low (or virtual) place and then place a sticker on the back of the blanket (the thickness of the paper is selected depending on the situation).
3. If the surface of the blanket is damaged during use, the solution is the same as 2. However, if the blanket is smashed, the image formed is a middle void or a blank, and it continuously transitions to the surrounding without being crushed. This is one of the most obvious signs of judging the blanket being smashed.
4. The surface of the blanket should be acid and oil resistant to prevent its surface layer from being damaged. The blankets often come into contact with the oil to cause them to age and eventually loosen their internal organization. The blankets are often in contact with acidic materials and can cause surface corrosion. Should be cleaned with volatile detergents, such as gasoline, instead of kerosene and other volatile substances.
5. Blanket creep and stress relaxation. After a long period of stress on the blanket, there are two manifestations: a If the length does not change, the stress gradually decreases, the so-called stress relaxation; b If the stress does not change, the length will gradually increase, the so-called creep.
After the blanket is installed on the roller, the length does not change, causing stress relaxation. So after a period of use, the blanket needs to be re-tightened. If you do not use it for a long time, you should loosen the blanket to avoid stress relaxation.
6. The blanket surface should be kept clean. The effective part of the printing needs to be kept clean constantly. If it is not clean, it will affect the printing pressure. When blankets are used, the commonly used paper is about 0.05 mm, and there is a significant difference in the reproduction of the pad and the pad. From this we can see the effect of this 0.05mm thick paper. In fact, pad 0.05mm thick paper is to increase the printing pressure of 0.05mm (usually printing pressure between 0.05-0.25mm) if there is ink or other impurities fixed on the surface of the blanket, the printing pressure will change, so that The quality of printed products has an impact. The non-printing area should also be kept clean, because when the blanket of the printing area is damaged, it is sometimes necessary to borrow the second half of the rubber (usually the printing surface will not exceed the entire blanket). If you do not keep this part clean, with the continuous coagulation of sludge and other impurities, the printing pressure will increase, and the surface of the blanket will be damaged and cannot be used normally. Increased printing pressure will also bring other problems, which will be discussed later. The surface of the blanket should be kept clean. It should also be noted that the intersection of the effective parts of the printing, the ink and other impurities accumulated in this place is the most. As the pressure increases, the fatigue of the blanket is accelerated. In practice, it has been found that the blanket in this area is the most prone to cracks. Therefore, it is necessary to prevent accumulation of impurities there.
We Supply The Empty Cosmetic Package For The Mascara Tube ,Cosmetic Mascara Tube,cosmetic eyelash bottle,plastic Mascara Bottle ,plastic mascara tube,Cosmetic Eyelash Tube,Plastic Mascara Container,cosmetic mascara bottle,mascara tube with brush ,Mascara Container Cosmetics, Our Mascara Tube Is Made Of Original Plastic: AS,ABS,PP,PS And Other Plastic Material .Accept The Customized Color And Logo Printing. The Package Surface Can Be Any Kind Finished, Such As Any Injection Spray Painting,UV Coating , Metalizing, Matte Finish, Soft Rubber Coating,etc,Can Be Matte Finished, Shiny Metallization, etc. Logo Printing Can Be: Silk Screen, Hot Stamping, UV Printing etc.






Primary Competitive Advantages:
1. The Attractive Price With Great Quality.
2. We Can Make The Design According To Your Requirement.
3. Specialize In Cosmetic For Long Years.
4. Multiple Choice Of Printing.
5. Our Design Are In Style And Popular In Other Country.
6.The Advance Technology So As To Make Better Quality And Surface .
For More Information, Please Contact With Us. We Will Serve For You Sincerely.
Welcome
We hope you enjoy our products and service
Please contact us to have more informations
Thanks for visiting Honesty-honored website
Mascara Tube
Empty Mascara Tube, Mascara Bottle, Mascara Container,Cosmetic Eyelash Tube ,Mascara Packaging Bottle,Cosmetic Mascara Tube,Plastic Mascara Container
YIWU FUDUI PACKAGING CO.,LTD , http://www.make-up-packaging.com