Application of Machine Vision in Packaging Operation (2)
There are many classification methods for machine vision systems. They can be classified into the PC-baseD vision system and PLC-baseD vision system.
2. 2. 1 PC based vision system
The PC-based vision system takes advantage of the PC's openness, high programming flexibility and a good Windows interface, while the overall system cost is lower. The PC-based system includes a high-performance image capture card that can accept multiple shots and provide library function support. Take the United States DATA TRANSLATION company as an example [3], the system contains a high-performance image capture card, generally can take multiple shots, supporting software, there are several levels from low to high, such as Windows95/98/NT environment C/ C + + programming using DLL, Visual ActiveX provides graphical programming environment under VB and VC + +, even object-oriented machine vision configuration software under Windows, users can quickly develop complex advanced applications. A similar company is the United States National Instruments Corporation, which has made outstanding comparisons between machine vision and motion control functions and its widely used Labview virtual instrument software.
2. 2. 2 PLC-based vision system
In PLC-based systems, vision acts more like an intelligent sensor. The image processing unit is independent of the system and exchanges data with the PLC via the serial bus and I/O. The system hardware generally uses high-speed dedicated ASIC or embedded computer for image processing. The system software is solidified in the image processor. The menu displayed on the monitor is configured through a simple device similar to the game keyboard, or the software is developed on the PC. download. The PLC-based system reflects the characteristics of high reliability, integration, miniaturization, high speed, and low cost. Japanese and German companies are at the forefront of the PLC-based system compared with U.S. companies that are developing PC structures. Representative manufacturers are Panasonic of Japan and Siemens of Germany. Panasonic's Image Checker M100/M200 system can be said to represent this. The system uses a high-speed, dedicated ASIC to perform 256 grayscale detection with logic conditions and math operations. The system software is solidified in the image processor, and the menu displayed on the monitor is configured through a simple device similar to a game keyboard. The development cycle is short and the system reliability is high. The new generation product A110/A210 is integrated and small. High speed and low cost. Companies such as Omron and Keyence also have similar systems, but they are relatively simple in terms of technical performance and are more suitable for making judgments and shape matching. The Siemens company's intelligent PROFIBUS industrial vision system, SIMATIC VS710, provides an integrated, distributed, high-end image processing solution [2] that integrates processors, CCDs, and I/O into a single chassis to provide PROFIBUS networking. Mode or integrated I/O and RS232 interface. More importantly, through the Pro Vision software under PC Windows, the VS 710 combines the flexibility of the PC, PLC reliability, distributed network technology, and integrated design for the first time, making Siemens on the PC and The PLC system found a perfect balance.
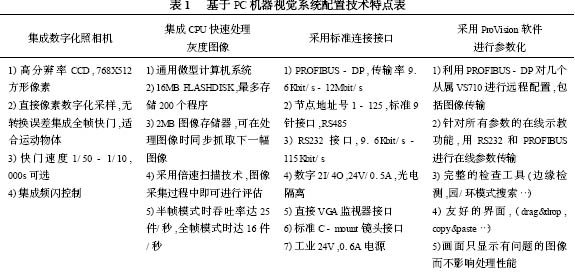
2. 3 Machine Vision System Configuration
As an example, the following describes a PC-based machine vision system produced by a foreign company (Table 1).
.
(to be continued)
Firt Aid Bags, Waist Bags, Phone Case, Ski Boot Bag, Instrument Bags
Trolley Luggage Shoulder Backpack Co., Ltd , http://www.chbackpacks.com